

The evolution of high power lasers has created automation advancements to increase fabrication productivity and shop floor flow
by Mark Mercurio, Regional Sales Manager at Mazak Optonics
Laser-cutting automation has been around for over 40 years. Mazak was the first laser manufacturer to implement factory automation in 1984. In the past, many automation systems were cookie cutter and if it did not fit properly in your facility, it was on you to rearrange the shop to make it fit.
Today it is a different story. There are many different types of automation layouts that fit into a variety of different shop floors. The latest technology allows for the finished product to be presented in an appropriate manner by allowing you to decide where you want the finished product to go and then we can create the proper automation flow for your fabrication shop.
This article discusses why automation is important, how automation has evolved to give you the ability to have a layout that fits within your factory, and finally, it will detail the options available for accessing your parts once they are laser processed.
Why automate
First, why do we automate? There are many reasons to automate laser-cutting operations. Studies done in the fabrication and manufacturing industries show a dimensioning workforce.
You likely have workers in your facilities that are near retirement age and because of that, every time I go into a customer, I ask the question, are you hiring? More often than not, the answer is yes, we are hiring. Then they follow up with, do you know anyone "good"?
The reason I believe I am always asked if I know anyone "good" is because of a survey that was conducted concerning candidates who were applying for jobs in industries like manufacturing and fabrication. Survey respondents were asked about their applicants. The results showed that at least 60 percent of the time, applicants applying for these positions were unqualified. This means that contenders were missing skills that are required in a manufacturing environment.
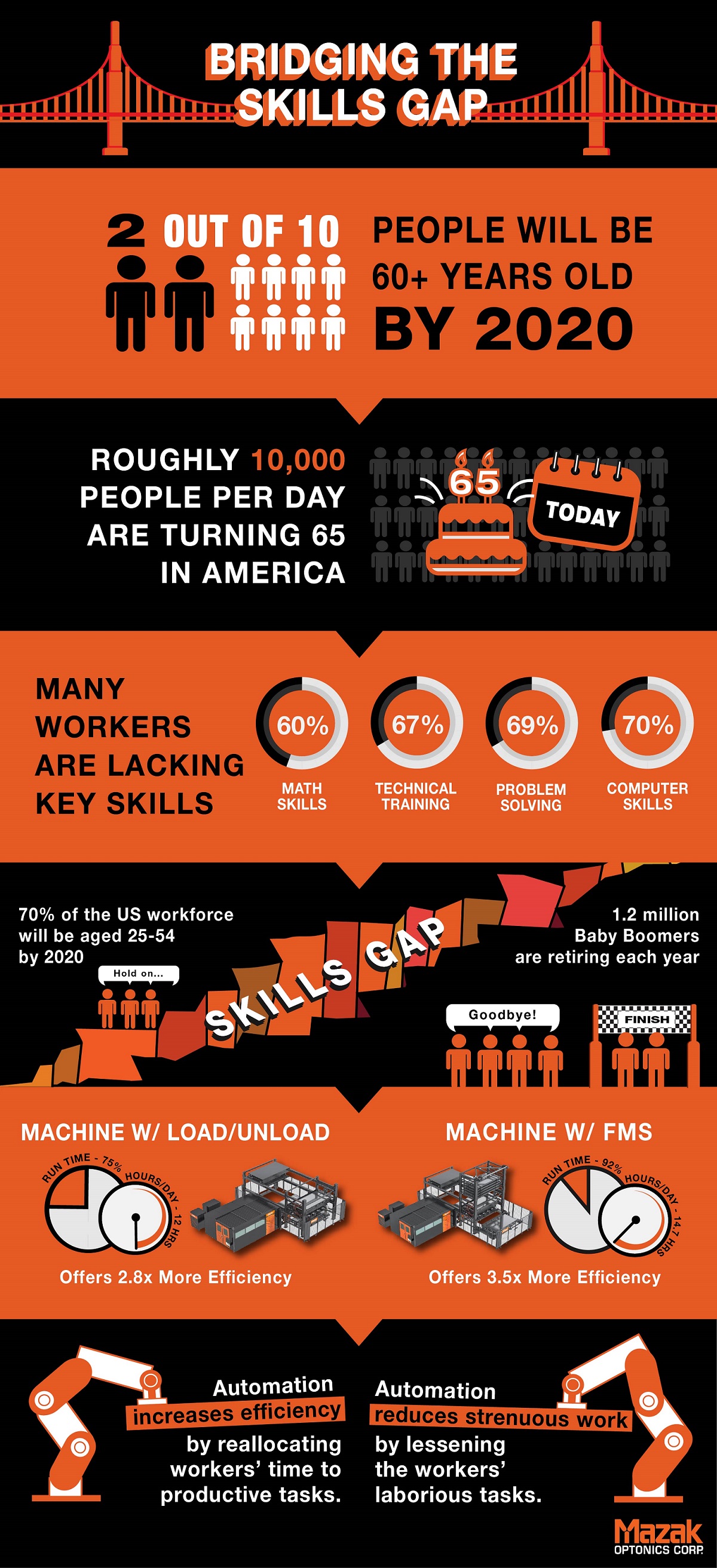
Sixty percent said candidates were missing math skills, 67 percent technical training, 69 percent problem solving, and 70 percent computer skills. What that means is that when you are hiring you are not always looking for someone with skills, you are looking for someone who wants to work, knowing full well, that you will have to invest in their training to get them to the level of the other workers in your facility.
Another reason to automate is that the jobs we are seeing in the fabrication environment are getting more difficult. Just looking at laser technology, today’s laser operator can easily see three to five times as much production as lasers of the past. That means coming off one single laser, the operator is going to see three times the product.
Now to stay to pace with that increase in laser production, the operator must increase his speed by the same amount that the laser has increased in speed. If that doesn’t happen, your more expensive laser machine is now slowed down because the process is relying on that man on the shop floor.
In order to keep that promised efficiency, the question is, can you rely on that man on the shop to make your goals come to fruition. If we let the machine take care of itself, can we achieve more product?
Importance of automation
Another study done in manufacturing shows different levels of automation and how often you see beam-on-time. There are three different laser-cutting and automation scenarios all with the same amount of manpower.
First is the ability to run a two-shift operation with one headcount. The studies show that a standalone machine with a shuttle table, on the industry average, will run about 52 percent of the time. It can only run one shift because it is a manned operation and with a standalone machine, we are fully dependent on the operator.
The things that the operator may have to do could slow down or stop beam-on-time for the laser. The reason for that is because we are dependent on that man to clear the table. He has to put a new sheet on the table. Maybe he also needs to sort the parts. Possibly the next nest is a different job and he has to change material type or thickness. So now there might be another step involved, he now must find the steel. That is just to get the machine ready again. But your operator is also human. He may have to call his wife, take a break, have a smoke. This all equates to less beam-on-time.
When we take our first step into automation, the initial system is typically a load-unload. The load-unload automation solution puts new material on the machine and then takes the finished product off the machine.
So now a machine with a load-unload we are less reliant on the operator and our beam-on-time jumps to 75 percent. A portion of that is capturing that second unmanned shift. The machine is now no longer reliant on the operator to clear the table to keep production levels up because the automation is going to do that. However, we still need him to do some things. We still need the operator to change material type and thickness. This need reduces the amount of time the laser can run.
A third option is a laser machine with a FLEXIBLE MANUFACTURING SYSTEM (FMS). An FMS has the load-unload, but it also has a tower that has the availability of all the raw material. A lot of times when people see an automation system with a tower they think, ‘oh, you know what, I don’t do that high-volume production’. But a tower is typically not for the fabricator who does that high-volume production. This is actually for the fabricator who does a high mix of materials.
The towers have the availability to store all the material types and thicknesses in the tower so that you can cut one sheet of half inch mild steel, three sheets of quarter inch stainless, and continue throughout the day. Now you are not relying on the operator to go find that steel, maneuver it out of the stack, and place it on the machine.
Again, with the FMS we capture that second shift that is unmanned, and now we create a more productive manned shift because we are not reliant on the operator to change material types and thicknesses because with the tower it is all readily available. Ninety-two percent is the industry average for the beam-on-time with a laser and FMS.
Automation possibilities
Automation today has evolved. Now the automation solutions are made to be faster than they were in the past. This is because, in the past, builders were making automation for CO2 lasers. These CO2 centric automation systems are not fast enough for today’s fiber laser machines. Automation offerings have since been revamped and there were a couple of reasons why.
First, we wanted the automation to be faster to keep up with fiber laser’s cutting speed. These new automation systems typically can keep up with one-minute cycle times. By having the load and unloading split from each other they can work simultaneously to stay to pace.
Secondly, we wanted the systems to take up less floor space. Shop floor space comes at a premium. Now, we have layout configurations that meet the needs of many different floorplans. These systems are designed with a compact footprint like the QUICK CELL. There are other systems like the LCS which is made to be linear. If you have a narrow space with aisles or along a wall, the LCS systems fit better.
Many of the automation systems that we have are modular, meaning that when you get a new laser, we are anticipating your business to grow. Sometimes automation allows you to grow even quicker. Even though you start with just a load-unload, two years later you can add to it. You can add towers, a second laser, carts, conveyors, etc. You can do all of that without having to start over and get a new automation system.

Options for finished parts
Now the important part of the equation, what do we do with the laser cut parts? With the speed that fiber lasers can process at, that is an important aspect to think about when considering automation. Where do you want your finished parts to go and how often do you want to access that finished product? There are many different options including unload tables, carts, conveyors, towers, and parts sorting.
Unload tables
A standard unload table is often seen in many different types of automation. These stationary tables give you a central location to find all your finished product. Unload tables are nonmoving, but they can hold many thousands of pounds of material, usually 6,000 to 7,000 pounds. They can also have descending features so the unload table can hold a higher stack of material before needing to be unloaded. Usually on unload tables you will see a pallet on top so you can get the finished parts out of the system quickly allowing the laser-cutting machine to continue operation.
Carts
Carts can be used in a couple of different ways. Perhaps you do not want other steel placed on top of that finished nest because it has to go out into the shop environment right now. Carts can also be used for unattended batching. When you run unattended, the parts stack up until you reach your limit. Unloading carts can be doubled up so you can have two carts that move over and under each other. Having two carts can also allow you to produce more. With a single cart it can hold 6,000 pounds of steel, but with a second cart, you can process 14,000 pounds of steel. This increases unattended operation time so while the operator may be unloading one of the carts, the second cart is in the system accepting product. The goal is to continue to run no matter what the operator is doing.
Conveyors
Unloading conveyors have become very popular over the last two years. These are absolutely the fastest way to get finished product out of a system. They are called nest conveyors because they tend have two or three stations with the conveyor typically being 20 feet to 30 feet long. The conveyor takes the product out of the loading and unloading area to a safety zone where parts can be removed and sorted by the operator. The operator is there but he is not stopping production because the conveyor sorting is out of the system and in a safe area so the laser and automation can continue running.
Towers
Commonly used for housing raw material, towers can also be used to hold finished parts. Where I normally will see this used for is light sorting capabilities or sorting into kits. If you are running overnight and first thing in the morning, you’re going to need a kit of parts, you may not want them stacked up onto a stationary table. You can put five or six sheets back into a pallet then you pull it down in the morning to your load and unload station and then you have a kit ready to go.
Automatic part sorting
Also growing in popularity is part sorting, as you may have seen at FABTECH Chicago. Part sorting popularity has increased as the velocity and technology of lasers has increased. Now we can automatically remove and stack product onto pallets without operator interference.
This automated part sorting system has a basic load-unload, a tower on it and at the end of the system is the parts sorting. This takes you into unmanned operation, by removing the operator from the process, now he does not have to remove the parts from the skeleton.
Unloading forks take the material off the laser’s pallet. Sorting on the laser pallet slows down the production of a laser. By having the sorting taken to a different location instead of sorting off the laser’s pallet is essential. Part sorting needs to come off the laser so we can get new raw material on the laser to keep the laser in production.
The finished product is taken off the machine and placed into the sorting station. The sorter will use sheet detection to analyze the parts that are in that nest and decide how to pick it up, decide how much it weighs, and then where it wants to place it on pallets or, for small parts, into buckets.
You can also use this feature if the sheet moves during sorting. If there was a part that was a little more difficult to get out of the sheet, these sorting system can sense that and when it goes to sort the next part it can edge detect and find that next part on the sheet even though the sheet moved.
Sometimes we do see these pallets with finished parts also be automated. Once the sorting is complete, the automated pallets move onto the next step in the fabrication process and then new pallets will move into place for sorting to begin again.
Sorting is not for every customer and not for every part nest. That is one of the reasons why sorting is off of the laser bed. The laser has to be able to run product. This system with the sorting off the laser bed also gives us the ability to deploy those other types of product flow like carts and conveyors. This allows sorting to be just part of the total operation, giving you options to produce parts differently for different products or different shifts.
When you are thinking about automation, it is important for your automation partner to know how long your average production nest is going to take. This helps us to develop what type of automation and layout you need in your shop. Mazak wants to help you through the automation implementation process. We do not see automation as a one-size-fits-all, so we want to take a partnership approach to get you a system that meets your exact needs.